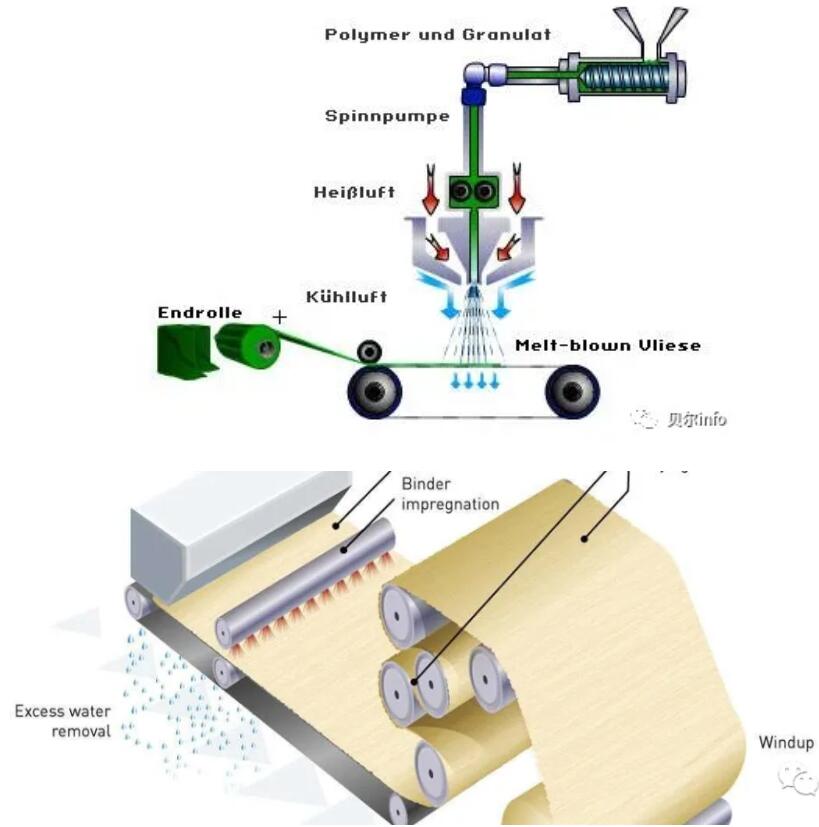
تعتمد عملية تصنيع القماش بالنفخ الذائب على استخدام تدفق الهواء الساخن عالي السرعة لسحب تيار رقيق من مصهور البوليمر المبثوق من فتحة الفوهة في القالب، وبالتالي تشكيل ألياف دقيقة للغاية وجمعها على ستارة شبكية أو بكرة، وفي نفس الوقت ربط نفسها لتصبح نسيجًا غير منسوج بالنفخ الذائب.
تتراوح عروض أقمشة النفخ بالذوبان لدى المصانع العادية عادةً بين 1600 مم و2400 مم و3200 مم، بينما تتراوح أقطار آلات البثق عادةً بين 90 مم و105 مم و135 مم. لكن بعد بدء الوباء، أصبحت آلات النفخ الصغيرة (أي تلك المستخدمة في ورشة عائلة يانغتشونغ) صغيرة الحجم، لا تتجاوز عادةً بضعة سنتيمترات، وكانت أقطار البراغي في الغالب 45 مم و50 مم و65 مم.
هذا النوع من الآلات يتميز بإنتاجية وجودة منخفضتين، لكن تكلفته رخيصة ووقت التسليم سريع. كان سعره قبل الجائحة يتراوح بين 20,000 و20,000 فقط، أما الآن فقد ارتفع إلى 200,000، ولكنه لا يزال أرخص بكثير من آلات البثق من الشركات المصنعة الأخرى. في الوقت الحالي، آلة نفخ الأقمشة بالذوبان من بين 1600 مصنع رئيسي منتظم في السوق، تباع بأكثر من 6 ملايين يوان، ووقت التسليم أكثر من شهرين.
تتلخص عملية إنتاج القماش المصهور بالنفخ بشكل أساسي فيما يلي:
1. تحضير الذوبان
2. تصفية
3. القياس
4. يتم بثق المادة المنصهرة من الفتحة
5. سحب وتبريد المعدن المنصهر
6. في الشبكة




تكوين الجهاز الرئيسي
1. جهاز بثق لولبي؛ 2. مضخة قياس؛ 3. جهاز نفخ الذوبان؛ 4. شبكة استقبال؛ 5. جهاز لف؛ 6. جهاز تغذية.
يبلغ ارتفاع معدات خط الإنتاج المستمر للأقمشة غير المنسوجة المصهورة بالنفخ حوالي 6 أمتار، وعرضها 5 أمتار، وطولها 20 متراً. وفيما يلي تفاصيل معدات الإنتاج:
(1) طارد لولبي: يبلغ قطر اللولب عادةً 100 إلى 120 مم، ونسبة الطول إلى القطر هي 30. والغرض منه هو صهر الشرائح.
(2) مضخة القياس: وظيفتها قياس كمية الألياف الناتجة ودقتها والتحكم بها بدقة. وهي مضخة تروس تقوم بتوصيل المادة المنصهرة باستمرار إلى المغزل.
(3) مرشح الذوبان: وظيفته هي تصفية الشوائب في الذوبان لتجنب انسداد فتحات المغزل.
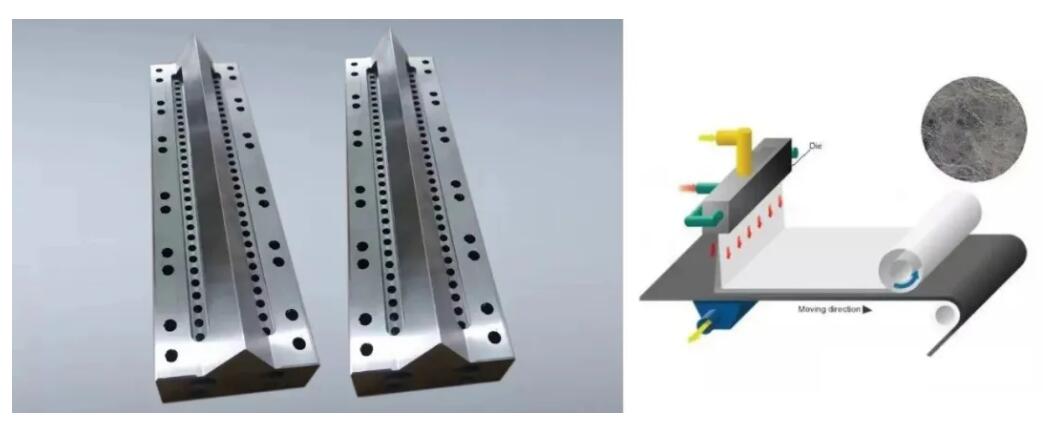
(4) ستارة شبكية ناقلة: يتم استقبال الألياف المصهورة بالنفخ وتوزيعها بالتساوي على الشبكة، ثم تُنقل إلى الأمام. يوجد أسفلها مروحة شفط لطرد الهواء الساخن القادم من الأعلى.
(5) صندوق الغزل: هو الجهاز الرئيسي في عملية النفخ بالذوبان. يتكون من مغزل شريطي الشكل، مغطى بصف طويل من فتحات الغزل. عادةً، يوجد حوالي 1500 فتحة لكل متر. يُجهز جانبا المغزل بفوهات هواء ساخن، كما توجد فوهات هواء ساخن أسفله، تشكل زاوية 50 درجة مع فتحات الغزل. بعد خروج الألياف، يُستخدم الهواء الساخن عالي السرعة لتمديد تدفق الهواء فورًا لنفخ الألياف وتحويلها إلى ألياف فائقة النعومة.
(6) نظام التغذية: يتكون من 3 قواديس قياس، تُستخدم لقياس شرائح العجين البيضاء، والمركزات، والمواد المضافة. تدخل المكونات الثلاثة إلى خلاط الخلط الموجود أسفلها ليتم خلطها بالتساوي، ثم تُستخدم في عملية الإنتاج.
(7) منفاخ الهواء الساخن والسخان: يوفر درجة الحرارة والضغط للهواء الساخن المستخدم في سحب تدفق الهواء الدوار، ويستخدم الكهرباء للتسخين، ويستهلك الكثير من الطاقة.
(8) تعتمد آلة اللف على اللف الآلي، ويتم تغليف القماش المصهور بالنفخ على شكل لفائف. تتميز الأقمشة غير المنسوجة المصهورة بالنفخ بأليافها فائقة الدقة، حيث يصل قطر أصغر ليف إلى 0.5 ميكرومتر، ويتراوح عادةً بين 1 و5 ميكرومتر. كلما كانت الألياف أدق، كانت جودة القماش المصهور بالنفخ أفضل، ولكن الإنتاج يكون أقل نسبيًا. نظرًا لأن الألياف فائقة الدقة، فإن مساحة سطحها النوعية كبيرة، وقدرتها على الامتصاص قوية، وهي الميزة الأبرز للقماش المصهور بالنفخ.
إذا كنت مهتمًا بآلات تصنيع الأقمشة المصهورة بالنفخ، فيمكنك زيارة الرابط أدناه لمزيد من التفاصيل وعرض فيديو توضيحي:
https://www.troysupply.com/1200-1600mm-width-melt-blown-fabric-machine_p130.html
شكرًا جزيلًا من تروي!
 105.98.34.13
2022-08-07 05:56:41
105.98.34.13
2022-08-07 05:56:41

هاتف : + 86-4000988557؛
سكايب المعرف: gfreex@hotmail.com؛
WeChat: STEP_ADTECH ؛
QQ المعرف: 8936906.




















يرجى القراءة ، البقاء على اطلاع ، الاشتراك ، ونحن نرحب بك لتخبرنا ماذا أنت فكر.
 IPv6 شبكة مدعومة 粤ICP备2021036697号
IPv6 شبكة مدعومة 粤ICP备2021036697号 خدمة الإنترنت
خدمة الإنترنت 4000988557
4000988557 sales1@troysupply.comsales2@troysupply.com
sales1@troysupply.comsales2@troysupply.com Richard Liu
Richard Liu TROY
TROY 8936906
8936906 Troysupply_com
Troysupply_com العربية
العربية English
English français
français Deutsch
Deutsch русский
русский español
español português
português 日本語
日本語 한국의
한국의 Tiếng việt
Tiếng việt